PFHRM �� �� ʽ ĥ

���K�i�w���F�ɷ�����˾
�� ַ�����Kʡ�����h��悹��I�@�^
� Ԓ��13511572088 �] ��:wqgpf2009@163.com
�ţ�13511572088 QQ �� 226623
�W ַ: www.pengfeichina.com.cn www.jggu.cn
Ŀ �
һ�� �� ��
���� ���g������
���� ����ԭ��
�ġ� ��ˇ����
�塢 ���bԇ�\�D���������S�o
���� ��ҪҺ�������O�䡢������ƷĿ�
�ߡ� �S��Ŀ�
�ˡ� ����
һ�� ������
PFHRM����ʽĥ�ǽ��K�i�w���F�ɷ�����˾�����ȴ�Ժ�������к������V�����܇�����ĥ���M���g�����Y����Č��`���о����OӋ�������һ�N��Ч�����ܡ��h���ĺ�ɼ��ĥ�O�䣬������ɡ���ĥ���x�ۡ�ݔ�͞�һ�w�������m���ԏV����ĥЧ�ʸߡ�늺ĵ͡�ĥ��С����������aƷ�����{�����㣬��ˇ���̺��Ρ������͡��ۉm��ȾС���\�пɿ����S����ȃ��c�����������ˮ�����ϡ�ú���Ƃ䣬늏Sĥú��Ó��ʯ���Ƃ䣬�V����ĥ�������ИI�������V��ĥ��ұ���ИI��������ĥ�ИI�ȵ��S���I�õ��˷dz��V���đ��á��i�w��HRM����ĥ�����|����������ˇ���g���M��ʹ�����ܺá����Ճ�����������Խ��Խ����Ñ���A��
���� ���g������
PFHRM��ԭ����ʽĥ���g����
|
��̖Ҏ��
|
PFHRM1300
|
PFHRM1500
|
PFHRM1700
|
PFHRM1900
|
PFHRM2200
|
PFHRM2400
|
PFHRM2800
|
PFHRM3400
|
|
�a����t/h��
|
20~25
|
26~34
|
40~50
|
60~80
|
85~110
|
95~130
|
120~160
|
190~240
|
|
���ι�����ȣ�mm��
|
20
|
20
|
25
|
30
|
35
|
35
|
40
|
45
|
|
ԭ��ˮ�֣�%��
|
<10
|
|
���ϼ���(%��R0.08)
|
��12
|
��12
|
��12
|
��12
|
��14
|
��14
|
��14
|
��15
|
|
����ˮ��(%)
|
��1
|
|
��늙C����(kW)
|
200
|
280
|
400
|
500
|
800
|
900
|
1250
|
1800
|
ע��ԭ����ĥ�ԣ�Bond��ָ����12kwh/t��
PFHRM��ԭú��ʽĥ���g����
|
��̖Ҏ��
|
HRM1250M
|
PFHRM1300M
|
PFHRM1400M
|
PFHRM1500M
|
PFHRM1700M
|
PFHRM1900M
|
PFHRM2200M
|
PFHRM2400M
|
|
�a����t/h��
|
7~12
|
10~15
|
12~17
|
16~22
|
20~28
|
26~35
|
40~45
|
45~55
|
|
���ι�����ȣ�mm��
|
25
|
25
|
30
|
30
|
30
|
35
|
40
|
40
|
|
ԭúˮ�֣�%��
|
<10
|
|
ú�ۼ���(R0.08)
|
5-12
|
|
ú��ˮ��(%)
|
��1
|
|
��늙C����(kW)
|
132
|
185
|
200
|
250
|
315
|
400
|
500
|
560
|
ע��1.ԭú���Ͽ�ĥָ����60��2.�����ڷ�ĥ�o��ú��ú�ۼ��ȣ�R0.08����3%��
PFHRM��ԭú��ʽĥ���g����������ұ���ИI�ߠt��ú��
|
��̖Ҏ��
|
PFHRM800M
|
PFHRM1100M
|
PFHRM1250M
|
PFHRM1300M
|
PFHRM1500M
|
PFHRM1700M
|
PFHRM1900M
|
PFHRM2200M
|
|
�a����t/h��
|
3~5
|
5~8
|
9~13
|
13~17
|
18~22
|
22~30
|
30~40
|
40~50
|
|
���ι�����ȣ�mm��
|
15
|
20
|
25
|
25
|
30
|
30
|
35
|
40
|
|
ԭúˮ�֣�%��
|
<10
|
|
ú�ۼ���(200Ŀͨ�^%)
|
80
|
|
ú��ˮ��(%)
|
��1
|
|
��늙C����(kW)
|
55
|
110
|
132
|
180
|
250
|
315
|
400
|
500
|
ע��ԭú���Ͽ�ĥָ����60��
HPFRM����ʽĥ���g��������������ИI����Ó��
|
��̖Ҏ��
|
PFHRM1250X
|
PFHRM1300X
|
PFHRM1500X
|
PFHRM1700X
|
PFHRM1900X
|
PFHRM2200X
|
PFHRM2400X
|
PFHRM2800X
|
|
�a����t/h��
|
6~9
|
12~13
|
18~25
|
18~25
|
25~30
|
30~40
|
40~50
|
50~55
|
|
���ι�����ȣ�mm��
|
0~20
|
0~25
|
0~35
|
0~35
|
0~40
|
0~40
|
0~40
|
0~45
|
|
��ĥ����ˮ�֣�%��
|
<5
|
|
�aƷ����(10-40��m)
|
325Ŀ��44��m��97%ͨ�^
|
|
�aƷˮ��(%)
|
��1
|
|
��늙C����(kW)
|
132
|
200
|
280
|
355
|
450
|
560
|
710
|
900
|
ע��ʯ��ʯ��ĥ�ԣ�Bond��ָ����12kwh/t��
HRM����ʽĥ���g���������ڷǵV�ИI��
|
��̖Ҏ��
|
PFHRM800X
|
PFHRM1100X
|
PFHRM1250X
|
PFHRM1300X
|
PFHRM1500X
|
PFHRM1700X
|
PFHRM1900X
|
PFHRM2200X
|
|
�a����t/h��
|
0.5~3
|
1~6
|
1.5~9
|
2~13
|
18~25
|
18~25
|
25~35
|
25~35
|
|
���ι�����ȣ�mm��
|
0~15
|
1~20
|
0~20
|
0~25
|
0~35
|
0~35
|
0~40
|
0~40
|
|
��ĥ����ˮ�֣�%��
|
<10
|
|
�aƷ����(10-40��m)
|
325Ŀ��44��m��97%ͨ�^
|
|
�aƷˮ��(%)
|
��1
|
|
��늙C����(kW)
|
45
|
110
|
132
|
180
|
250
|
355
|
450
|
600
|
ע�����ϼ��gָ����Ī��Ӳ��3-4�����Ϟ���ʡ�
HRM�͵V����ʽĥ���g����
|
��̖Ҏ��
|
PFHRM1500S
|
PFHRM1700S
|
PFHRM1900S
|
PFHRM2200S
|
PFHRM2400S
|
PFHRM2800S
|
PFHRM3400S
|
PFHRM3700S
|
|
�a����t/h��
|
6~8
|
10~12
|
15~18
|
25~28
|
24~28
|
50~55
|
50~58
|
60~70
|
|
���ι�����ȣ�mm��
|
1-10
|
|
�V��ˮ�֣�%��
|
<12
|
|
�aƷ�ȱ���e(m3/kg)
|
��420
|
|
�aƷˮ��(%)
|
<1
|
|
��늙C����(kW)
|
280
|
400
|
500
|
800
|
900
|
1600
|
1800
|
2240
|
ע�����ӱ�����Ȕ����H���x�ͅ������O�䱣�Cָ���Ժ�ӆ��ͬ��ʡ�
���� ����ԭ����
1, , ��HRM��ԭ����ʽĥ��Ҫ�Y��Ҋ�D��
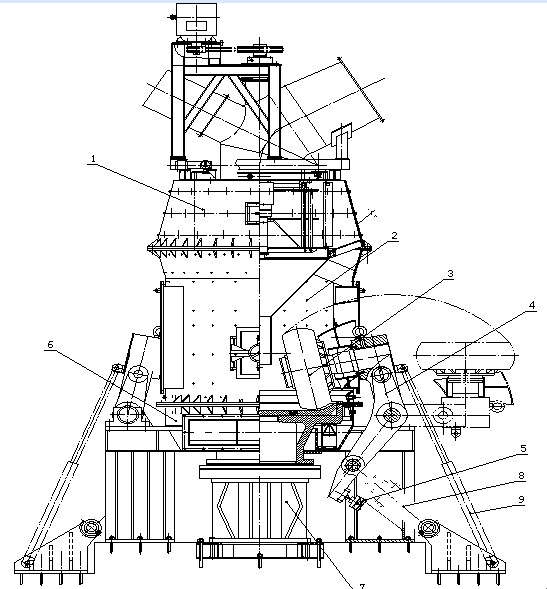
1���x���b��2���К��w3��ĥ݁�b��4�����ӱ�5����λ�b��
6�����w7�������b��8��Һ��ϵ�y9������
2������ԭ�����£�늄әCͨ�^�p�ٙC����ĥ�P�D�ӡ����Ϗ��M�Ͽ�����ĥ�P���룬ͬ�r���L���M�L���M��ĥ�ȣ����x�����������£�������ĥ�P߅���Ƅӣ����^ĥ�P�ϵĭh�βەr�ܵ�ĥ݁���뉺�����飬������������ĥ�P߅�����L�h̎���ٚ������𣬴��w��ֱ���䵽ĥ�P�����·�ĥ�������е����Ͻ��^���x���r�������D�D�ӵ������£��ַ��䵽ĥ�P���·�ĥ���ϸ��S����һ���ĥ�����Չm�b�����ռ�������aƷ������ˮ�ֵ��������c����w�Ľ��|�^���б���ɣ��_����Ҫ��ĮaƷˮ�֡�
3���� �c
��1��������Ҫ������ĥ݁�������ͼӉ��b�õĉ���������ͷ�ĥ�ģ��ڷ�ĥ�^��������ʼ�K�ܵ�ĥ݁�ĉ������ã���ĥ݁��ĥ�P�g���Ǽ��L�ӣ������ܵ����Ƕ����������ã���������ĥ�C�ķ�ĥ�����ͷ�ĥЧ�ʡ�
��2�����������M��ĥ�C����c����w��ֽ��|������ĥ���֑Ҹ��ڟ���У��ܳ�ֵ��M�Пጢ���Q���ڷ�ĥ��ͬ�rҲ��������ϡ�
��3��ĥ݁����ĥ������Һ��ϵ�y�ṩ��ͨ�^�Ӊ��b�á������b�Â��oĥ݁��ʩ�� �������ϣ�ͨ�^�{��Һ��ϵ�y�ĉ���������׃��ĥ�����Ĵ�С�ԝM���ĥ��ͬӲ�����ϵ�Ҫ��
��4�����˱���ĥ�C�����r�����ĥ݁�cĥ�P��ֱ�ӽ��|����ɵĄ������ӣ�ĥ݁��ĥ�P֮�g����һ�����g϶����ˣ��e�OӋ�˿����g϶��С����λ�b�ã���ͨ�^��λ�b�ÿ��S�r�˽�ĥ݁�����ϵĺ�ȣ���˱��C��ĥ�C�ڰ�ȫ�ͽ����Ĺ����l�����\�С�
��5��݁��ĥ�P�r������˸�Ӳ�ȺϽ���ĥ���ϣ�ĥ�pС�������L�����Ү�݁��ĥ�p��һ���̶ȕr��߀�ɷ���ʹ�ã��Ķ����L݁��ʹ�É�����
��6��ĥ݁�ܽ������o�������ã����䷭���C�⣬���Q�z�dz����㡣
��7�� ĥ�P��߅���O�з�ֹ�P��ĥ�p���{���L�h̎�L�ٺͱP�����Ϻ�ȵ��b�ã��ɴ_����ʽĥ�����a�������佛���\�С�
��8�� ���x����׃�l��늙C���p�ٙC�����D�ӡ����w�Ȳ��ֽM�ɡ�늙Cͨ�^�p�ٙC�����ӷ��x���D���D�ӣ�ͨ�^�{��늙C�D�ٶ��@�ò�ͬ���ȵĮaƷ��
��9�����p�ٙC��ϡ��վ���ͮa��ѭ�h����ϵ�y���Ա��C���p�ٙC�������\�С�
�ġ� ��ˇ���̣�
PFHRM��ԭ����ʽĥ�ڷ�ĥϵ�y�е��\����Ҫ�����N��ʽ��ԔҊ��ˇ���̈Dһ���D����
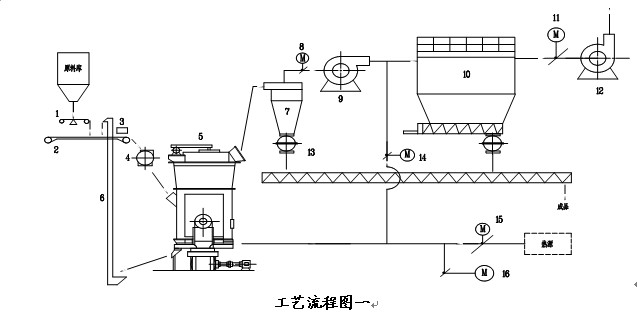
1.���Ƥ����2.�z��ݔ�͙C3.늴ų��F��4.���D�i�Lι�ϙC5.HRM����ʽĥ6.��ѭ�h����
7.��Ч���L�Չm��8.�L�C�L�T9.���L�C10.�����}�_�Չm��11.�L�C�L�T12.β���L�C
13.����ݔ�͙C14.ѭ�h�L�y15.���L�y16.���L�y
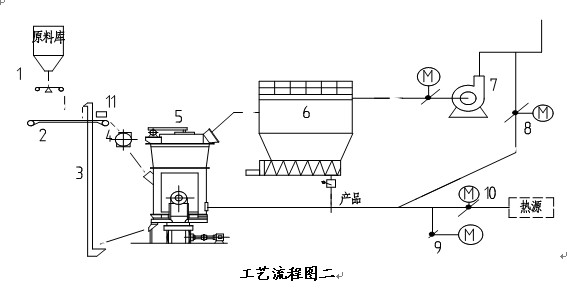
1.���Ƥ���Q 2.Ƥ��ݔ�͙C 3.��������C 4.���D�i�Lι�ϙC 5.HRM����ʽĥ 6.�����}�_�Չm�� 7.��ĥ���L�C 8. ѭ�h�L���y 9.���L���y 10.���L���y 11.늄ӳ��F��
��ˇ����һ�����c��
ϵ�y�����^���s�������pʧ�^���L�C�~݆ĥ�p���ڶ����Չm��ؓ��С��ϵ�yͶ�Y�^�ͣ��m����ĥ�g���^С�����ϡ�
��ˇ���̶������c��
ϵ�y���̺��Σ������pʧС��ϵ�y늺ĵͣ���Ͷ�Y�����^���m����ĥ�g���^���������
�塢 ���bԇ�\�D���������S�o
��һ�����bǰ�Ĝʂ�
1. ���z����_��˨�׳ߴ磻
2. �F����ߣ�
3. �����_���g��Ҫ����É|�F�������_��˨������_�ף�
4. ˮƽ�y���x�������x����ʽˮƽ�x���|�F��
���������b
�����b�ð��b�����Ȍ���늙C�͜p�ٙC�����ʴ_�����ڻ��A�ϣ��û����������_��˨�̶��������������̺Q�o��˨��ͨ�^�{���|�F���ɵ����{ƽ�������{ƽ����v�M��ˮƽ�`��ó��^0.1mm/m��Ȼ���M�ж��Ν���������������������������b��늙C�͜p�ٙC�����b��Ҫ�����S���ă��S���ľ��Aб�A��С��0.5�ȣ��˸��`��С��0.3mm�����w��ĥ�P���b:���b���w�r���Ԝp�ٙC���S���ľ�����ʣ��������ľ��g���`��ó��^��ؓ1mm�����Ȍ����w���b�ڻ��A�ϣ���������λ�ã������_��˨���{�̶���Ȼ��ĥ�P�p�p���b�ڜp�ٙC�ϣ��������b�϶�λ�N�����������Q�o����˨��ͨ�^�{�B���w��λ�ã�ʹĥ�P���L�h�g�ď����g϶����һ�£����D��ĥ�P�M�Йz�飬ͬ�r�z�����w�Ϸ��m�cĥ�P�϶����g���S����x�Ƿ�M�㰲�bҪ��ͨ�^�{���|�F�M���{����Ȼ��o�̣�ͨ�^�{���|�Fʹ���w���Ϸ��mƽ�汣��ˮƽ���Ϛ��w��ĥ݁�����ӱ۵İ��b�����O��D��Ҫ���Ϛ��w���b�����w�ϣ���������������o������˨�������ȽM�b�õ�ĥ݁�͂��ӱ۵��b�����w�C�ܵ��S�����ϔQ�o�S����������˨��Ȼ���D���ӱۣ�ʹĥ݁�p�p����ĥ�P�ϣ��ٰ��bĥ݁���ܷ�������b�r��ע���ܷ�ć����ԡ���λ�b�ü����x���İ��b���A�ȽM�b����λ�b�ã����O����A�D�ߴ�Ҫ�����λ�����Q����λ��˨ʹ���c��λ�^����|���������_��˨���{����̶�����ɰ�{���̺Q�o���_��˨��Ȼ���ٔQ�M��λ��˨��ʹĥ݁�cĥ�P֮�g�ľ��x��10mm�������_ʼ���b���x�������A�ȽM�b�õķ��x�����b���Ϛ��w�ϣ����������Q�o����˨��ע�ⷨ�m�Ӻ���Ҫ������ܷ⡣�Ӊ��b�õİ��b�����M�b�õļӉ��b�ð��D��Ҫ���λ���cĥ�C���w���������������_��˨���{�̶���ɰ�{���̺�Q�o��˨��Һ��ϵ�y������ϵ�y�İ��b�������O�䰲�b�F���Č��H��r�����RҺ��ϵ�y������ϵ�y����ĸ��N�ܡ��É��s�՚ⴵ�߹ܿײ�������ϴ���քe��Ҫ���M�нM�ϼ����b������A�M�ж��Ν��ࡣ
������ԇ�\�Dǰ�Ĝʂ乤��
a���м��z����㲿���İ��b�Ƿ����_���Пo�e�b��©�b��
b���м����ĥ�Ȱ��b�r���z���
c�����ֱP�Ӹ��\�D�������z���Ƿ����κο��������Ħ���F��
d�����������c��Ҫ��ע���m���ĝ����ͻ�֬��
���ģ�ԇ�\�D�IJ����^��
a�������P�]Һ��ϵ�y�M�Ϳ��y�����_ж���y�����d�\�а�С�r��Ȼ���ͨ��·�z��̧݁����݁��r���z��ϵ�y��ԭ���ܷ�����������
b��������ϵ�y��ϡ��վ���A�ȿ��d�\�а�С�r���z�顣
c����ĥ݁����̧���x�_ĥ�P���_����늙C�ͷ��x��늙C����ؓ���\��6С�r��ע�������\���^���в������κή���푻�F��l������t����ͣ܇�����x���D�ّ���С��������늙Cǰ���c���_�P���^��늙C�D���Ƿ����_��
d���_܇ǰ�Ĝʂ�
��1�����șz��ĥ�C���D�Ӳ����ܷ������\�С��������c�Ƿ���ע���m�������͡�
��2������{����λ�b��ʹĥ�P�cĥ݁���g϶��10mm��
��3�������������⣬�䉺����С�Ʌ��ա�������ʹ���f����������Һ��ϵ�y��������������B��
e���_܇���
����ϵ�y늙C��ϡ��վ���������x��늙C����̧݁������늙C����Ͷ����݁��������Һ��ϵ�y늙C��
f�������f����ĥ�C���Ӻ��������O��ֵι�룬����Һ��ϵ�y����ĥ݁���_��Һ��վ�ͱ�늙C���{��Һ��ϵ�y�Ĺ���������ʹϵ�y�_��ƽ�⣬ͬ�r���{�����x���D���D�٣�ʹ�aƷ�ļ��ȝM��Ҫ���Ȍ����x���D���{�����ֵ�������aƷ�����M���D�ٵ��{����
2���M�����������rע���^����늙C��������p�ٙC�ߜض�С��70�Ⱥ�ĥ݁�S�Мض�С��100�ȡ�
3����������ˮ���{����ĥ���w�ضȣ���߲��ܸ���350�ȡ�
4��ĥ�Cι��������ĥ������ĥ��ͨ�L�������x���D�ٵ�Ҫ�yһ���]��ʹ֮̎�������Ϡ�B��
g���S�ރ��ݣ��\��һ�Εr�g��Ҫ�z���̎������˨�̶���˨�Пo�ɄӼ��p�ģ��z����ܷ�����דp����ĥ�p��r�����ڌ��������c�a�䝙���ͻ�֬������݁��ĥ�p��r�{���r���c݁���g϶��ĥ�C���\��500С�r��Ҫ�����p�ٙC���ͷűM�������Ƀ������Q���ͣ��Ժ�ÿ2000С�r�z��һ�����|�����Ϙ˜�Ҫ��Ҫ�M�и��Q��݁��ĥ�p��ɷ���ʹ�ã��ٴ�ĥ�p���횸��Q��
������ҪҺ�������O�䡢������ƷĿ�
��ĥҺ������ϵ�y���b�f��
1. ��ĥҺ������ϵ�y���b������
1����݁���o݁Һ������վ�����p�ٙC��������վ���x�ۙC���S�S�Н�������վ��
2������վ�����C����֮�g��ȫ����·���b��
3��Һ��ϵ�y������ϵ�y�Ĺ�·�_ϴ��
4��������վ���ɷքe���b��ֱ�Ӕ[��ƽ�_��ؿӡ�
2. ��·���b��
Һ��ϵ�y������ϵ�y�Ĺ�·�����ßo�p䓹ܣ��B�Ӳ��ú���ʽ���^�����bǰ��ú����ϴ���ӣ�Ȼ���Ý���������՚ⴵ�������ӱ���Ï��ܙC�䏝�����S����ӟᏝ���������돽����С��3������
3. ϵ�y���ͣ�
��עҺ���͡�������ǰ����F��ϴ���䣬���͕r���^�V���^�V����5�ס�����ֱ����������͡�
�����O��Һ��������
|
1
|
ĥ݁���dҺ��վ
|
N-46��ĥҺ����
|
200L
|
�� ��
|
ȱ���a�����K���Q
|
|
2
|
���p��������վ
|
ISO VG320
|
1500L
|
�� ��
|
ȱ���a�����K���Q
|
|
3
|
�x�ۙC����վ
|
ISO VG320
|
300L
|
�� ��
|
ȱ���a�����K���Q
|
|
4
|
ĥ݁�S��
|
ISO VG320
|
�m��
|
|
|
�����S��Ŀ�
|
��̖
|
�S���
|
�S����̖
|
����
|
��ע
|
|
1
|
ĥ݁�b��
|
����L��53648
|
4
|
GB286-64
|
|
2
|
�x�ۙC���S
|
�A�F�L��30319
|
1
|
GB/T297-94
|
|
3
|
�x�ۙC���S
|
�A���L��NU2219E
|
1
|
GB/T283-94
|
|
4
|
��݁��
|
�P���S��GE110ES-2RS
|
4
|
GB9163-90
|
|
5
|
����
|
�P���S��GE50ES-2RS
|
4
|
GB9163-90
|
�ˡ����գ�
1���ɸ���������r��ͬ���ṩȫ����ĥ���a���Ĺ�ˇ���g���O�䡣
2�����ṩ���Mָ�����b���{ԇ�����Cе��������̎���һ�ˣ�
PF
