1 ���F���}
��2007��5��Ͷ�a�ԁ����ҹ�˾ˮ���A��ĥϵ�y݁���C�����l�����ɂȹ����������Ҳ������������y�_�ȵ��{������������݁���C���������ȴ�ϵ�y�_�r�a���ͣ���ĥ늺ĸߣ�ϵ�y����Ч��
2 ԭ�������̎����ʩ
2.1 �ɂȉ���������ԭ���{��
����ͨ�^݁���C�ϲ����������M��݁���C�ĄӶ�֮݁�g���Ʉ�݁�ȵē����{������{���M���݁�g������������D1�����^�^�죬��݁�ȓ����{��������̶�݁����������cƫ���ڹ̶�݁����ʹ�̶�݁���ϲ����϶࣬�����݁���ϲ����]�����ϣ������ڃ�֮݁�g�ֲ����������݁���C�ăɂȉ������������Y����ͨ�^݁���C�����ϛ]�б�����뉺���������ȴ�
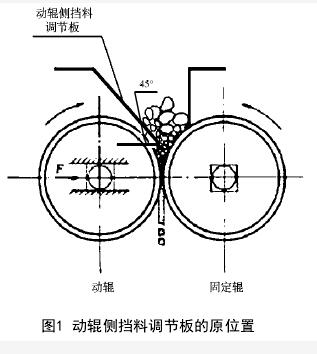
2010��8��݁���C���݁�ȵē����{�����M���{����������ԭ����ƫ��̶�݁������λ������݁݁������Ƅӣ�������݁�ȓ����{����ĽǶ���ԭ����45���{����60�㣬��D2����݁���C�ij�ʼ݁�p�{����10 mm��ʹ�����܉�����������݁���g��������طֲ�����݁�������ӵ���r�õ����ơ�

2.2 ���������͵�ԭ���{��
��݁���C��Һ��ϵ�y�M���J����^����о�������ԓϵ�y�ɂȳ�ʼ������6.0 MPa���������d��5.5��6.5 MPa�r�O����ף����S�_�C�������ˆTһ��Ӊ���6.0 MPa�ٲ��Ӊ����˕r�����ܵ���ʼ݁�p�����ƣ�Һ���׃ȵ�Һ���͵��w�e��һ���ģ�Һ���׃ȵ��͉����d��6.0 MPa�r����ƫ�٣���ʹ݁�p����Һ���ױ����s���͉�Ҳ�_������������8.2 MPa��
���ڳ�ʼ݁�p�Q��Һ�����w�e����ʼ݁�p�_����10 mm�r��Һ�����w�e��׃������݁�pһ���26 mm��28 mm��׃����������҂��J���ʼ�����Ĵ�С����������Ӱ푺ܴ��҂�����ʼ�����{����6.5 MPa��ͬ�r������ڵ����������ɂȹ���������7.4��7.8 MPa������8.2��8.6 MPa�������������@���͡�
2.3 �����y���{��
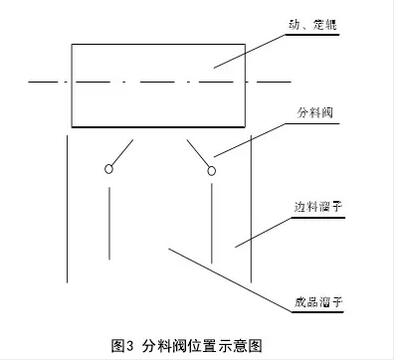
���^݁���C�ӡ���݁�뉺�������γ�����ڃ�݁�g���²����������ڃ�݁�g�M�ϳ�֣����ϱ��뉺��Ч���ã�߅���������뉺Ч�������в����ϣ������y�������nj��뉺Ч�����c���õ������M�з��x���D3��������һֱ�J������y�_��ԽСԽ�ã���һ�Ȍ������y�_���{����20%���Y����Ʒ��һֱ����10 mm���ҵĴ����ϡ����_݁���C���T�^�죬�l�F߅���������϶����²��������϶ѷe�������y�D�S�������ķ����y���D�S�²������Ʒ���ӡ�
���������{�������y���_�ȣ��҂��l�F�{����23%�r��߅�������ٛ]�����϶ѷe�F����������M�����Ƥ����
���ϴ�ʩʹ��݁���C������ƽ�������ɸ���ǰ��3.81 mm���͵�1.54 mm��������ɸ���ǰ��4.09��ߵ�10.10���뉺����������^�ʷ۠��ĥ�όӃȵ��w��������ֿ������飻��ĥ�C���_�r�a�������13.1%��ϵ�y��ĥ늺Ľ�����16.6%��
